 EN
EN 





ButterMax and CreamMax’s Core Processes

Enzymolysis
For hundreds of years, cooks found that unique flavor of roasted butter could be obtained by baking butter with slow fire which means a pure natural method could be found to form 100% authentic aroma and taste of roasted butter products with slow fire baking. Continuous research found that “liquid baking” method could obtain intense flavor of roasted butter. And this “liquid baking” is called enzymolysis.
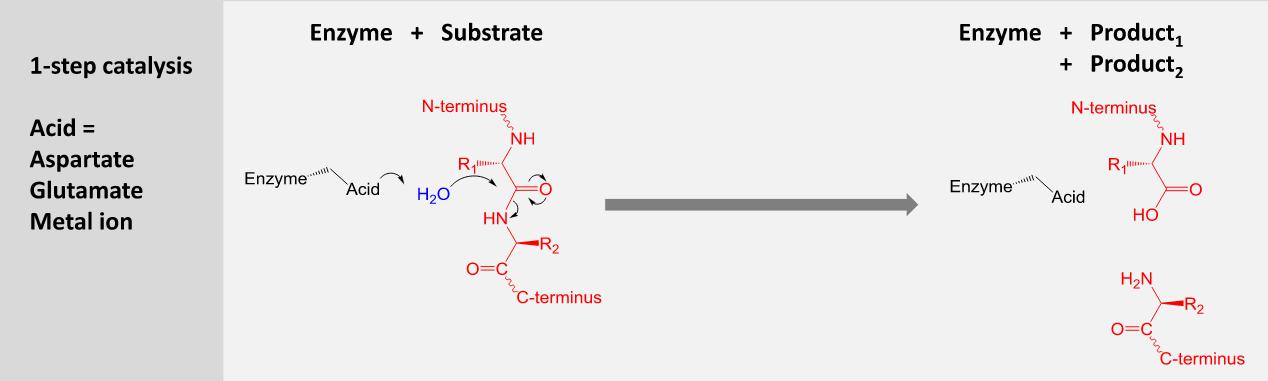
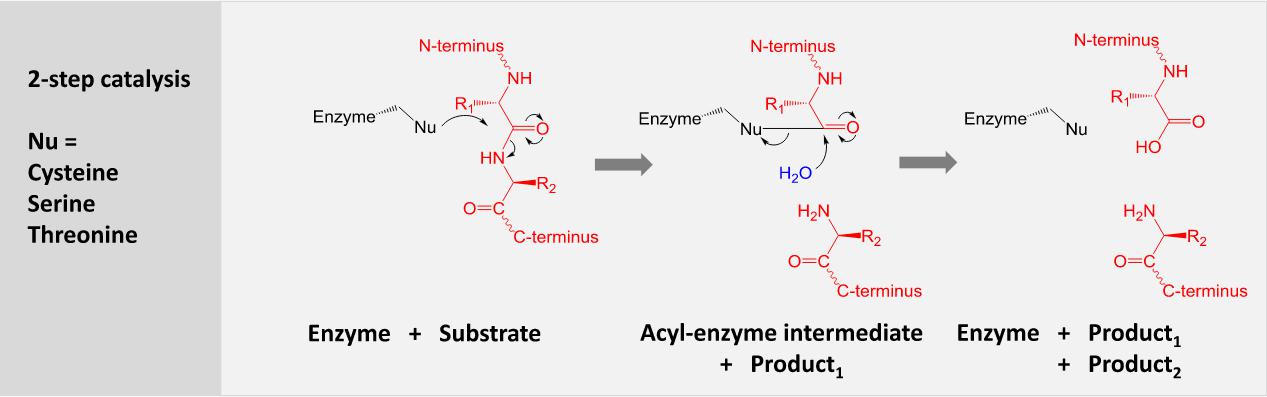
Enzyme Catalysis
Enzyme catalysis is now widely used commercially in food industry. One area of application of enzymes is in the lipase modification of milkfat for improving physical, chemical and /or nutritional properties.
Lipase
With the rapid development of food science during the past 20 years, quality, variety and performance of lipase have been improved greatly. Different composition of fatty acids can be formed through selection of specific enzyme and control of fat breakdown. “The required dairy flavor” can be designed.
Advantages of IBT Lipase Modified Butter and Cream
Strong Flavor Impact
- Our products have several higher flavor concentrations than normal frozen cream/butter.
Standardized Flavor Profile
- Using normal frozen cream/butter, the flavor can only be standardized up to a certain point, and aroma and flavor may be lack of intensity and characteristic. Variances may often occur. Our CreamMax and ButterMax provide a unique, consistent, authentic, well-balanced and very distinctive
- characteristic flavor and taste which greatly help improve the quality of final product.
100% Natural Ingredients
- Both ButterMax and CreamMax are 100% natural made with real butter and cream. This provides our products delicate and balanced butter and cream taste, respectively.
Low Dosage resulting in costing savings
- Both ButterMax and CreamMax have a high flavor and taste impact. For instance, a delicate taste of butter or cream may usually be achieved by adding less than one percent at the total amount of final product. This could reduce and stabilize the final raw material cost considerably.
Low Fat, but Intensive Flavor Profile
- Due to rather low dosages, the increase of fat content in the final product is minimal, thus could be used in certain low-fat products.
Rich Mouthfeel, Enhanced Flavors
- Provide a full-body taste, enhance flavors, balance harsh taste profile from spices
- Conceal undesirable flavors from vegetable fats, starches, and other ingredients
Longer Shelf-life than Fresh Cream
- Have a shelf life of minimum 12 months at 3-8°C or 18 months below -18°C
- If kept in standard open air room temperature*, our products can last for a minimum of 3 months.
*for more information, please contact our sales personnel
Why does IBT’s Butter & Cream
Products taste so good?
High Quality Butter, Cream and AMF is the most important source of dairy flavor. IBT uses only carefully selected high quality 100% pure dairy ingredients, giving our clients IBT’s unique flavor and taste.
Breakdown process of lipids and release of free fatty acids can be controlled through selection of specific enzyme. IBT’s strength is in R&D and over the many years, we have come up with our very own specifically designed enzymes to get that shocking uplift in our Butter and Cream products.
IBT’s ButterMax and CreamMax products boast 3 - 30 times concentrated buttery, cream and cheese flavors than that of the traditional dairy.
Butter Max contains flavour enhancing caramel compounds that are completely absent from standard butter or milkfat. This flavour is normally only achieved on a small-scale by chefs in kitchens. (Beurre Noisette)

Dairy fat is so far the known lipid with most complicated compositions and structures. IBT’s unique combination of High Quality Dairy, Enzymes and Processing Technology has enabled us to exceed many expectations
We just taste Better!


By enzyme process, the flavor will be several times stronger than the normal one.
